What is Membrane Bioreactor
A membrane bioreactor(MBR) combines membrane processes like microfiltration and ultrafiltration along with a suspended growth bioreactor in order to treat industrial and municipal wastewater. It integrates a semi-permeable membrane with a biological process and is now widely used for wastewater treatment.
Thus, membrane bioreactors are a new and innovative way of dealing with all types of wastewater.

The technology is comparatively new but is gaining popularity very quickly. Thanks to its efficiency in treating wastewater and converting it into a reasonably harmless fluid before discharging into huge water bodies. Before diving into the specifics, let’s have a brief overview of the advantages and disadvantages of the system.
How does a membrane bioreactor work?
The biocatalyst is the single most important element in a bioreactor. The new membrane technology restricts the physical space of such catalysts. It can be an enzyme, a small animal plant cell or even microorganisms. By restricting the wiggle room, the process ensures continuous reuse of the catalyst since it is no more washed out from the reactor.
Considering the time and effort required to reload a reactor, and the actual cost of a catalyst, this process is extremely reliable and can significantly cut down on expenses.
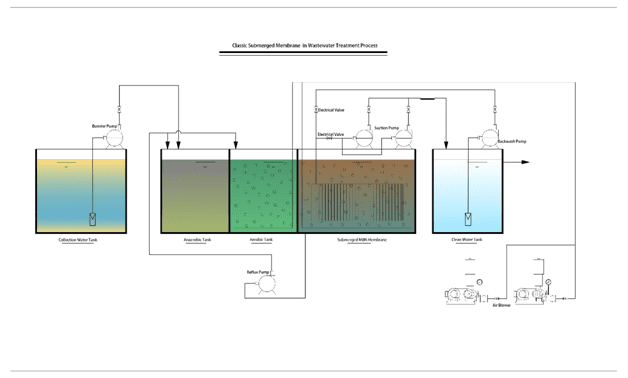
The system consists of membranes submerged in aerated biological water, with porosities ranging from 0.036 to 0.4 microns. The ranges vary from one manufacturer to another, but this seems to be the standard value. The sedimentation and filtration processes are eliminated since the water is directly drawn and passed through the membranes, yielding a better quality of effluents. Since sedimentation is no longer a priority, the process can operate at much higher liquor concentrations.
This hugely decreases the requirement for storage tanks and paves. The way for numerous smaller plants to upgrade their wastewater treatment procedures without the need for additional tanks anymore.
Sedimentation was always was a restrictive factor in sludge management. The goal of the membrane is mainly to replace the sedimentation process thereby making the process of separating the sludge from the effluent more efficient.
The membrane is either placed beside the biological basin or sometimes, within the basin itself. The external system, where the membrane is located outside of the basin involves a continuous cross-flow back and forth along the membranes, with the help of a flat plate and tubular membranes. On average, the membrane reactor can process higher concentrations of sludge such as 10 to 20 g/l.
Specific Advantages and Disadvantages:
Advantages:
* Plant footprint is significantly reduced as the tertiary filtration process and secondary clarifiers are eliminated. The footprint can be reduced further as you can get rid of the UV disinfection and digesters. However, it varies from region to region, depending upon government regulations.
* Helps to reduce sludge production by prolonging sludge age.
* High quality of effluent and loading rate capabilities.
Disadvantages:
* Increase investment.
* Chances of membrane fouling with the added pressure of keeping track of membrane complexity.
Compared to conventional sludge management systems, membrane separation offers the following benefits:
1. The membrane-based sludge management system optimizes the sludge retention time, thanks to the capability of treating higher amounts of sludge concentrations. This means that a higher rate of degradation and a more compact system.
2. Time and time again, the quality of the effluent is brought up into view. In terms of suspended matter, COD and pathogenic bacteria, the effluent is rich in all of these, enhancing the overall quality of the product. As a result, the following benefits can be noticed –
+ Costs are reduced.
+ Discharge of effluents becomes possible in various vulnerable areas.
+ The water can even be used directly as process water in various applications.
+ The water can also be directly purified with the help of nanofiltration or osmosis, for instance, the removal of recalcitrant organic compounds and other salts.
Process Stability
A conventional wastewater management system is vulnerable to composition. Due to the presence of certain toxic substances, salt concentrations, the biomass has a hard time forming in and settling down. This results in poor effluent quality. The membranes, however, manage to withhold the entire biomass and various suspended solids, thereby ensuring a better effluent quality.
Compact Design
Thanks to the ability to withhold microorganisms at 4-5 times higher concentrations as compared to conventional tanks, the MBR tanks take up way less volume(20-25% of the size of a regular conventional system tank). A clarifier is also not required, which can also save quite a bit of space.
Take Note
The biomass requires a very high concentration of oxygen thanks to high sludge quantities. However, the thick mass of sludge complicates oxygen transfer. It is recommended that you implement a modern aeration system along with an efficient oxygen supply.
Though the sedimentation capacity of the sludge is no longer a priority, the final goal is to produce a sludge structure that is healthy. An over or underloading of sludge, shortage of nutrients, and high stress on sludge is known to cause flakes in sludge, leading to disintegration. Thread-formers and slime materials can also appear on the surface. This will result in decreasing fluxes and faster membrane pollution.
Application
Membrane bioreactors have gained popularity all over the world. They are now being implemented in most industries to treat municipal wastewaters.
Applications of membrane bioreactors can be found in food industries, pet chemicals industries, laundry, electronics, paper industries, textile industries, pharmacy, agriculture, abattoirs, and percolated waters from disposal sites and hospitals.
Other sectors include oil processing units, sludge treatment from wastewater purification, car repairs, graphics industry, barrel and tank cleaning, printing and varnishing ink production, metal processing units, and refineries.
Conditions for Boundaries
Membrane bioreactors can also be used to treat biologically degradable wastewater flows. The membranes won’t be able to handle certain chemical particles unless they are diluted with other effluents.
The overall quality of the MBR permeate is determined by the influent. Disruptive substances that can potentially damage and block the membrane include long fibers and sharp particles. Such undissolved matter can be removed with the help of a sieve. On the other hand, various dissolved impurities, such as high aluminum and calcium salts can also harm the membrane and require more intricate processes in order to get rid of them.
Effectiveness
The MBR is way more effective and much more superior than those of conventional sludge management systems. The MBR technology aims to remove organic suspended matter, organic compounds, nutrients such as nitrogen and phosphorus, and other bio-degradable and bioaccumulative pollutants which are obviously microscopic in nature.
Like the conventional sludge treatment system, the MBR also relies on COD removal, followed by nitrifying and denitrifying the active sludge. The added benefit of the membrane is that it can ensure the retention of the biological properties while discarding the suspended materials.
Sedimentation is no longer a priority since the wastewater can be actively treated without having to wait for the suspended particles to settle down. Since bacteria are no longer kept within the reactor, compounds that were previously difficult to degrade can be degraded more effectively now.
Where conventional systems resulted in varying amounts of COD values, MBR ensures that the value always remains in the lower strata of the chart. The COD value is no longer determined by the process, but only by the quality of influent, which can be controlled much more effectively.
Cleaning Supports
As perfect as the process might seem, it has its limitations. Industrial wastewater can lack the necessary nutrients required for optimum purification. In order to ensure perfect purification, certain compounds need to be added to the influent, which are comparatively more manageable than conventional systems.
Air cleansing, hydraulic flushes, frequent relaxations are also a priority. NaOCl or H2O2 are fed into the system in order to remove organic pollutants. In this case, we recommend choosing inorganic pollutants, acidic cleansing with HCL.
Environmental Concerns
We have to remove the by-product on a daily basis and the cleaning fluids. If not, then certain harmful compounds can form within the system, such as AOX. ( It is formed if the cleaning is carried out with NaOCL)
Costs
Various studies have their own take on calculating the overall costs of the MBR, but all of them agree that it varies depends on the structure, wastewater quality, and the dirt road. For further information on the investment cost please don’t hesitate to contact Hinada Water Treatment.





